
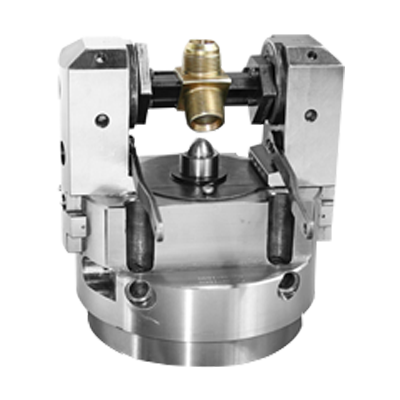
The production and machining of components with intersecting axes has for a long time involved high processing expenditure. Conventional machining processes include special machines, transfer lines or on manual lathes in several chucking operations. GMT has developed a hand indexing chuck to meet the persistent problems in machining components with intersecting axes.
GMT hand indexing chuck of different sizes is suitable for machining typical parts. Universal joints, fittings, pump bodies, valve bodies etc.
GMT’s Power Operated Hand Indexing Chucks are available with index position:
4 x 90 ⁰
3 x 120 ⁰
2 x 180 ⁰
INDEXING ACCURANCY
Roughing: Approx. 0.1mm at 100mm from indexing centre.
Finishing: 0.03 to 0.05 at 100mm from indexing centre.
Furthermore, the actuation of the two jaw chuck jaws is by a pneumatic rotating cylinder, hydraulic-rotating cylinder or by an Electro Mechanical Actuator.
Consequently, the component clamps between the jaws. Similarly, after the machining operation is over, disengage the index lever and component with the jaws indexes to the next position. Also the index lever locks automatically.
Important information required by us for preparing a quotation
- Component drawing with operation details.
- Sample component.
- Machine spindle drawing.
- Chuck diameter.
- Also the voltage and frequency for power unit & solenoid valve.
Also, each chuck comes with-one set of body clamping screw and one number special box spanner for adjusting the draw bar. Neither Hard jaws nor soft jaws will be supplied along with the chuck. However special Hard jaws and soft jaws will be supplied on request at extra cost.
Recommended Lubricants: OKS260, TP42. Lubricate once every shift, dismantle and clean once a week if service condition is severe, more frequent lubrication and cleaning is required.
Finally, do visit us at https://gmtmachinetools.blogspot.in – a new blog dedicated to all GMT customers…interact with our technical experts.